电动机轴承损坏原因分析-电动机烘干步骤和注意事项
时间:2016-06-02 10:02 来源:未知 作者:admin 点击:次
| 1.轴承内外圈、滚珠、夹持器等有裂口和剥皮,这是由于轴承与转轴配合不当,强力套入所致。 2.轴承的滚珠、夹持器、轴圈等部位变成蓝色,高速运转无散热能力,致使部件受热氧化等,是由于严重缺油所造成的。 3.滚道产生凹状的珠痕,四周间隙不均匀,这是由于安装不正确或用锤直接敲打轴承外圈,及传动带过紧、联轴器安装不同心所造成的。 4.电动机转子和定子的气隙很小而造成强烈震痕,是由于转子铁芯受热变形,导致定子与转子相摩擦,或者是轴承老化,幅向间隙增大,在重力的作用下,致使转子旋转时摩擦定子铁芯的底部,而增大轴承负荷所致。 5.轴承滚道金属成片状或粒状碎屑,自滚道表面脱落,这是由于轴承金属材料疲劳所致。 6.轴承锈蚀、出现麻点,是由于轴承密封不严水汽或酸碱等侵入轴承内部所致,或使用不合格的润滑脂。 7.轴承磨损过快、过早老化,这很可能是有灰尘、砂土、金属颗粒等杂质侵入轴承内而加快轴承磨损所致。另外,还可能是轴承缺油及所用的润滑脂型号不对,长期过载运行,维护保养不良,以及轴承本身质量不良等造成的。 8.轴承自身老化。一般规定:重载运行1万小时,中等负载运行1.5万小时,轻载运行2万小时,应考虑更换新轴承,以确保安全运行。 电动机烘干步骤和注意事项 电动机绕组浸漆、烘干的步骤和要求如下: (1)先按要求选好浸渍漆。 (2)预烘。预烘的目的是驱除绕组中的潮气,另外经预烘后也便于浸漆。一般电动机预烘的升温速度为20~30℃/h,这样有利于潮气散发。预烘时,每隔1h用500V或1000V兆欧表测量一次绕组对外壳的绝缘电阻。当绝缘电阻达到规定要求且稳定后,再进行浸漆。 (3)浸漆。当预烘电动机冷却到60℃~70℃时,即可浸漆。温度过高,漆不易浸透;温度过低,绕组易吸入潮气。浸漆时应拧上螺栓,以免漆液封堵螺孔,同时不可将电动机引出线浸上漆。 浸漆完毕,应将电动机静止30min左右,滴干余漆,然后进行烘干处理。有时需要对绕组进行多次浸漆处理(如湿热带电动机要浸3~4次)。 (4)烘干处理。烘干的目的是挥发漆中的溶剂和水分,使绕组表面形成坚固的漆膜。烘干时先以70℃~80℃低温进行烘干,2~4h后提高到110℃~120℃的温度烘干4~14h。在烘干过程中,每隔1h测量一次绕组对外壳的绝缘电阻,直到其趋于稳定,再保持3h后停止。这时的绝缘电阻应不低于5MΩ,否则需继续烘干。 烘干电动机应注意以下事项: (1)烘干处理时,既要做好保温,又要有通风孔,以排除水分。 (2)进行通电烘干时,为了安全,电动机外壳应做好保护接地(接零),或采用遮栏防护。测量绝缘电阻时应在切断电源后再进行。 (3)烘干温度和烘干时间要符合工艺要求。 (4)在烘干过程中,应定期测量绕组温度和绕组对外壳的绝缘电阻,并作好记录。开始时每15min记录一次,以后每小时记录一次。为此,可在电动机里埋设温度计、温度指示器,或通过电阻来确定温度。烘干时绕组最热点的最高允许温度见表。 表 烘干时电动机的最高允许温度 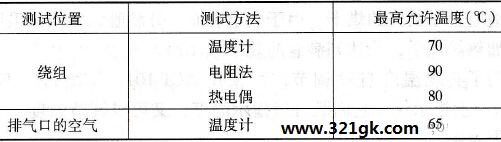 通常,在烘干开始阶段,绝缘电阻会下降,以后又开始回升,当绝缘电阻值大于规定值并稳定3h以上不变时,即可结束烘干处理。 (责任编辑:admin) |