排除三菱PLC最常见故障-自动门plc控制系统设计_课程设计
时间:2016-09-26 12:03 来源:未知 作者:admin 点击:次
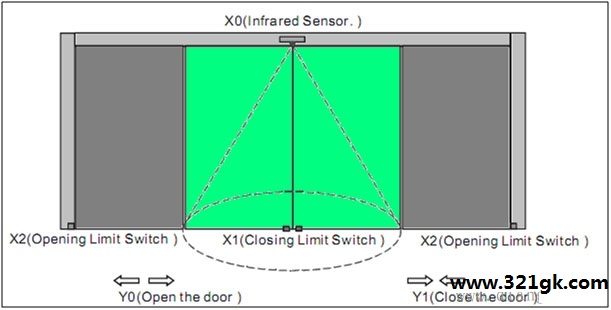
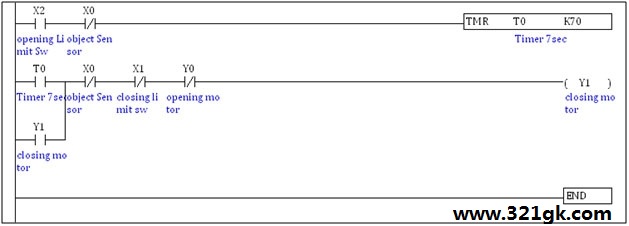
| 1. BATT•VD灯亮 该红色LED灯亮时,说明plc内的锂电池寿命已经快结束了,则需要尽快更换新的锂电池,以免PLC内的程序自动消失。如果更换新的锂电池后,该LED灯仍然亮着,则可能是CPU板存在故障。 2. POWER灯呈闪烁状态 如果POWER灯呈闪烁状态,则可能是24+端子与COM端子短路。这时,需要将24+端子的配线拔出。如果指示灯正常,则需要检查线路。如果指示灯依然闪烁,则可能需要检查PLC内的电源板。 3.PROG•E ED灯闪烁 该红色LED灯闪时,可能是程序回路不合理的情况、参数设定出错、存在干扰导等。可以使用掌上型书写器FX-20P-E检查D8004,然后根据D8004的内容检查D8060~D8069。 4. 面板上POWER灯不亮 1)主机、I/O扩充机座、I/O扩充模组、特殊模组正面均有POWER LED指示灯。 2)主机通上电源时,LED的绿色灯亮。如果主机通上电源后,该指示灯不亮,这时,需要将24+端子的配线拔出。如果指示灯正常亮起,表示FX2的DC负载过大,则不要使用 FX2的24+端子的DC电源,而要采用另行的DC24V电源供应器。如果将24+端子的配线拔出后,指示灯仍然不亮,则可能是PLC内部熔丝烧断,则需要更换熔丝并检查熔丝熔断的原因。 5. 三菱plc X1N-60MR-001通电后ERR灯闪烁,输入X0灯常亮 ERR灯闪烁可能是用户程序丢失导致,于是联机三菱plc编程软件发现程序紊乱。执行内部清除命令,并重新传送程序。再把PLC通电,结果POWER灯亮、RUN灯亮、ERR灯不亮、X0输入亮。于是检查X0线路,发现X0对应的光耦后级连接点的PCB走线与大面积覆铜地线间存在脏污,再经过清洗后通电试机,一切正常。 自动门plc控制系统设计_plc自动门课程设计 当有人进入红外线检测范围,开门电机开始工作,自动打开门,直到门接触到开门限位开关。 假如门触动限位开关7s,没有人进入检测区。关闭门电机开始工作,门自动关闭。直到接触到关门限位开关。 如果有人进入检测区,立即停止关闭工作。
|