西门子plc串行通讯方式有:
RS485串口通信、PPI通信、MPI通信、PROFIBUS-DP通信、以太网通信。
1、RS485 串口通信
第三方设备大部分支持,西门子S7 PLC 可以通过选择自由口通信模式控制串口通信。最简单的情况只用发送指令(XMT)向打印机或者变频器等第三方设备发送信息。不管任何情况,都必须通过 S7 PLC编写程序实现。当选择了自由口模式,用户可以通过发送指令(XMT)、接收指(RCV)、发送中断、接收中断来控制通信口的操作。
2、PPI 通信
PPI 协议是S7-200CPU 最基本的通信方式,通过原来自身的端口(PORT0 或PORT1)就可以实现通信,是 S7-200 CPU 默认的通信方式。PPI是一种主-从协议通信,主-从站在一个令牌环网中。在CPU内用户网络读写指令即可,网络读写指令是运行在PPI协议上的。因此 PPI 只在主站侧编写程序就可以了,从站的网络读写指令没有什么意义。
3、MPI 通信
MPI通信是一种比简单的通信方式,MPI网络通信的速率是19.2Kbit/s~12Mbit/s,MPI网络最多支持连接32个节点,最大通信距离为50M。通信距离远,还可以通过中继器扩展通信距离,但中继器也占用节点。MPI网络节点通常可以挂S7-200、人机介面、编程设备等。
西门子S120速度设定及误差分析
项目中通过上位机设定S120转速3000Rpm,但是实际转速只有2970Rpm,伺服系统为什么会有这么大误差(1%)呢?想要弄清这个问题必须先弄清楚以下概念。
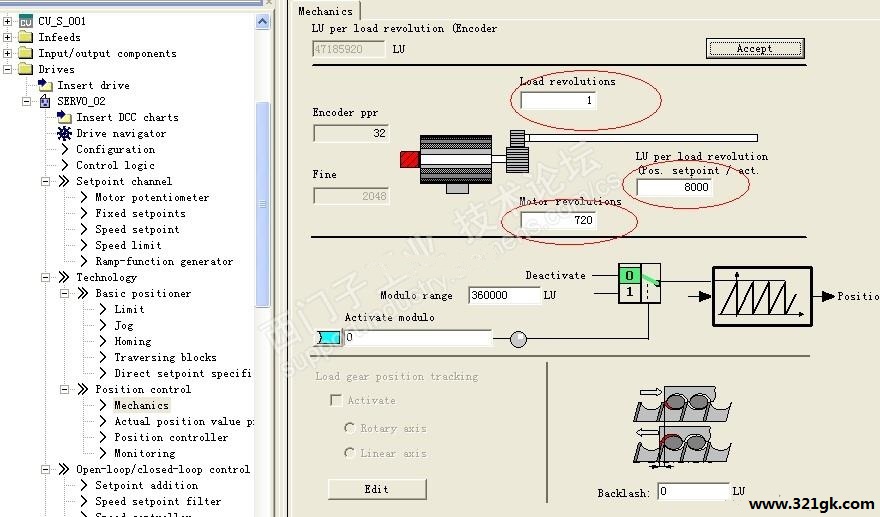
机械输出轴每圈所代表的精度单位:如图中圆圈所标注,通常我们默认为1圈为10000LU,此LU为S120伺服电机所设置的基本单位,如机械旋转一圈为10mm,则每个单位LU表示的精度为10/10000=0.001mm。
机械轴减速比:对于ERW项目定位轴来说,一般减速比都比较大,本例中设定为1:720,本例中螺距(LEAD)设定为8mm(8000LU).
此时我们通过上位机下发3000Rpm的转速,程序计算线速度为V=n*(GN/GDN)/LEAD=(3000×1/720)/8=33.333mm/Min。
通常情况下,我们通过S120参数P2643(EPOS direct setpoint input/MDI velocity setpoint/MDI v_set)接收速度设定值,但是需要注意的是P2643的单位为1000LU/min,所以33.333mm/Min=333330LU/min=33.33×1000LU/min,P2643为双整型,故33.33小数点后面都省略掉了,这样就降低了精度,约1%被省略掉了,所以实际输出的转速就少了1%。
那么如何避免这个问题呢? 可以将机械轴每一圈对应的精度调高:如可以设置为1圈为80000LU,这样误差只有0.1%,如果设置为800000LU,这样误差就只有0.01%,就可以得到理想的精度了。
实际上对于S120,很多参数都是以1000LU为单位,如jog speed(P2585,P2586)的设定 ,加减速设定(P2572,P2573)等,所以对于大减速比的机械来讲,需要合理的设置这个参数,以达到理想的精度。
(责任编辑:admin) |