西门子840DSL绝对值编码器调整 DP总线故障导致的频繁掉站故障
时间:2017-03-28 08:36 来源:未知 作者:admin 点击:次
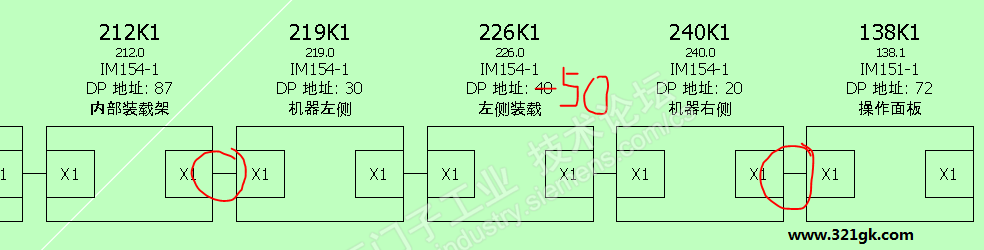
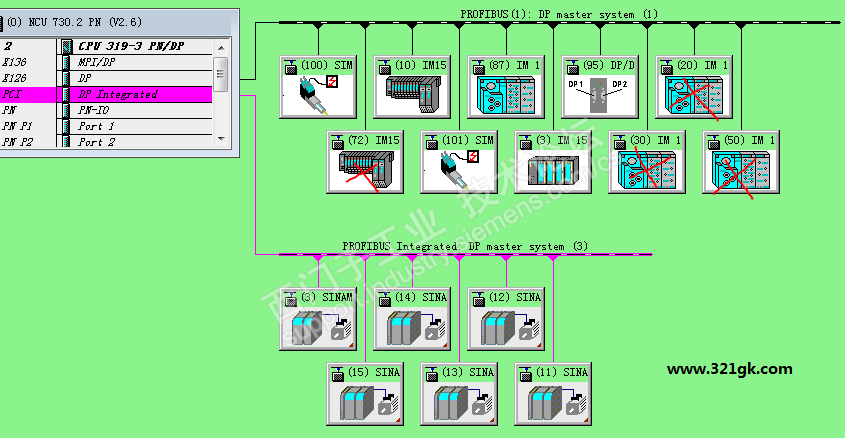
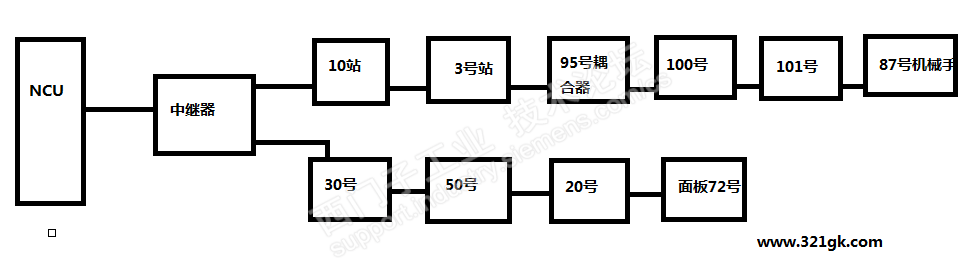
| 在现在的设备应用中,绝对值编码器的应用较为广泛,现在简述一下编码器调试过程: 首先设置MD34200 ENC_REFP_MODE为0同时NCK复位方式激活生效; JOG方式下手动移动轴的预设的零点位置; 在MD34100REFP_SET_POS输入预设点的机械坐标; 设置34210ENC_REFP_STATE值为1,激活调整值; 复位,激活该功能,该参数复位就可以生效; 接下来切换到手动回零方式,按正或负方向按键让偏置值输入到MD34090里; 到了此时,绝对值编码器全线调试完毕; 绝对值编码器回零的过程: 1 手动将轴移动到预设定的零点位置; 2 设置MD34210=1; 3 按按键 MD有效-RESET复位键-选择回零的相关轴; 4 切换到手动回零方式; 5 按按键正或负按键(倍率切到0位置) 6 MD34210将会变为2;回零完毕。 以上来源多年收集的个人笔记,仅供参考。 西门子840D SL系统 DP总线故障导致的频繁掉站故障处理 前些天公司一台设备出现操作面板按钮指示灯出现熄灭又自动恢复的故障,严重时导致机床紧急停机还可能造成崩刀的危险,查找图纸发现操作面板指示灯都是一个et200远程模块控制的,检查相关模块电源正常但仔细观察发现ET200通讯接口模块BF灯在一瞬间出现闪烁模块输出中断机床无报警。 为分析故障我们拿出安装step7软件的电脑进行监控,进入硬件组态打开模块信息查看诊断缓冲界面发现72号站出现掉线通过图纸找到该站就是控制面板的et200模块(见图1)
|