2016年是西门子·冯·维也纳老爷爷诞辰200周年,感谢西门子陪我走过了五年。从事这么多年,越来越发现西门子808D用途真的太广泛啦,下面说说我今年用到808D专机项目吧。
一.应用于坡口机
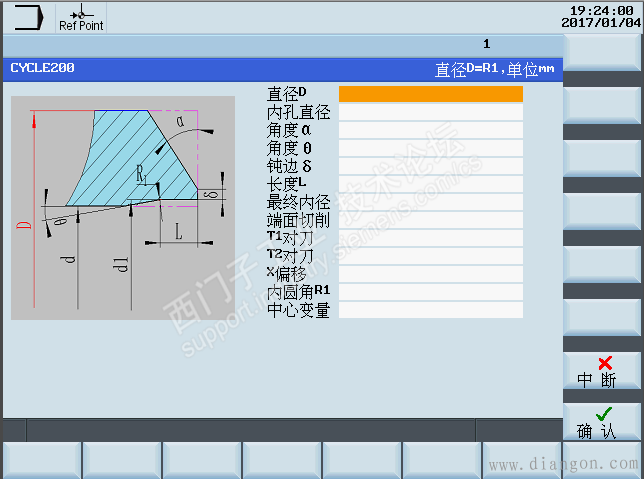
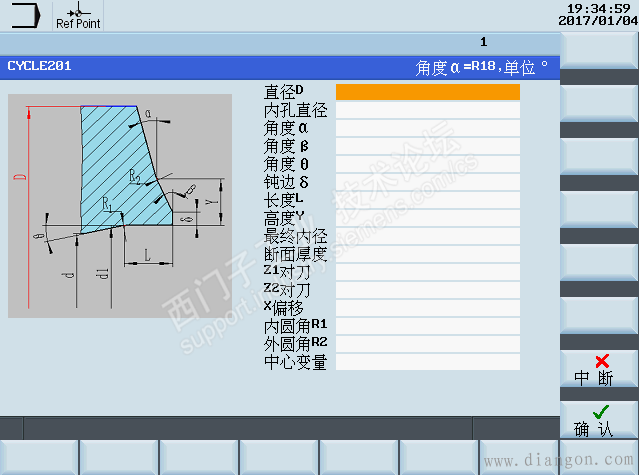
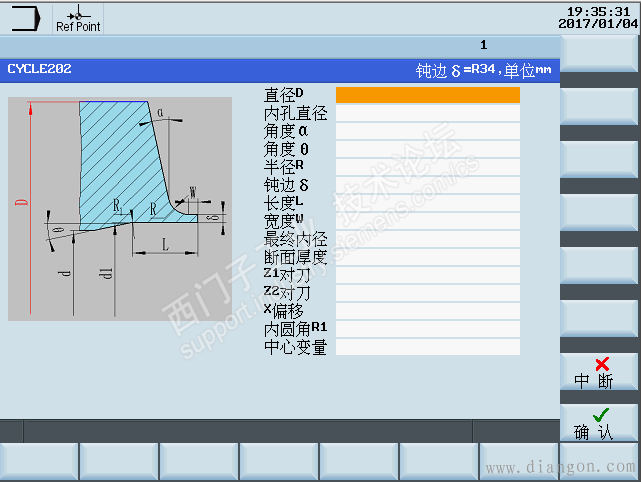
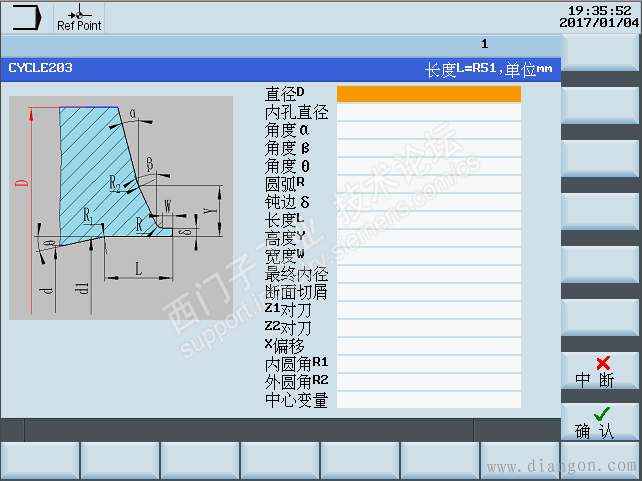
我们在北京中电华强坡口机项目中利用808D,原来顾客一直使用凯恩帝等国产系统,在使用坡口机的时候,顾客由于没有受过专业技术编程训练,而原来的系统不能自己定义宏程序循环,顾客编程很是头痛,这次使用我们西门子自定义的用户循环界面,节省了不必要的编程,只需填写数据,就能自动生成加工程序,效率、稳定性都得到了很大的提升。
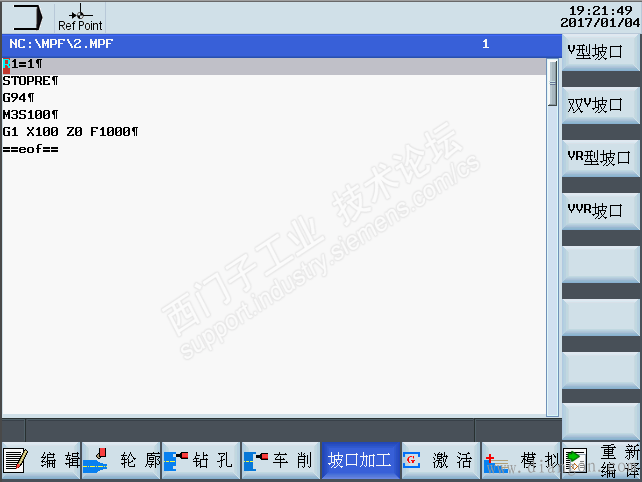
这样顾客只需要填写工艺参数,就能自动加工出程序。
不过唯一遗憾的是,只能有8个自定义循环的按键可以使用,无法使用更多的,希望西门子能够开发出更多可以使用的界面。
二、跟长城焊接机的结合。
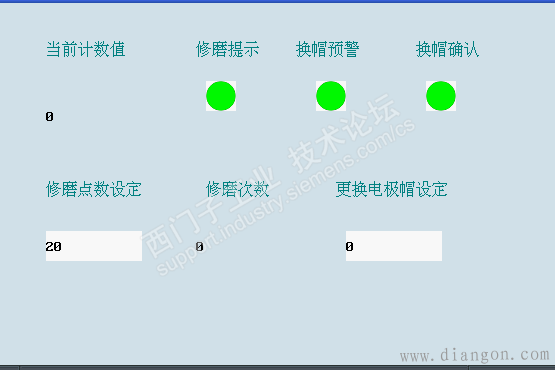
下面我要说的是808D与焊接机的结合,原来保定长城一直使用台达的系统,但是由于其他的系统故障率很高,维修不方便,于是改用西门子808D系统,强大的系统,我们事先将程序编写完成,然后操作工只需将工件放到夹具上,系统便可自动根据不同的加工材料,调用相关的加工程序,然后自动加工。
下图是我们开发的界面。
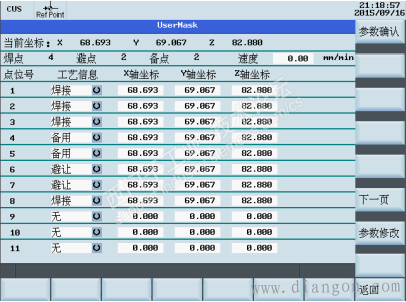
1)主界面: 按下操作面板的“用户自定义”按键,进入该界面;该界面可显示个数控轴的坐标,选择的加工程序,加工速度及系统运行状态
2)程序管理: 按下主界面的“NC”软键,进入该界面;该界面可显示个数控轴的坐标,选择的加工程序,加工速度及系统运行状态
该界面可实现对工件程序的管理:
按键
功能
起始点
按下该软键即进入机床起始点的调整设定界面,切切每次要调整焊点,也要进入,否则为安全位置默认为0
上/下一页
可实现程序管理界面的页面调整
修改程序
选中要修改的程序,按下该软键即可进入选中程序的编辑界面
删除程序
选中要删除的程序,按下该软键即可删除选中的工件程序
新建程序
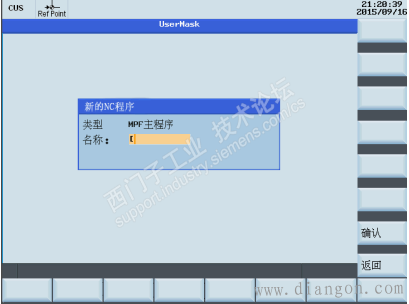
按下该软键,即可进入新程序编辑界面
执行
选中要执行的工件程序,按下该软键即可运行选中的程序
返回
按下该软键,即可返回主界面
3)起始点调整设定界面
该界面可显示机床各轴的当前坐标及当前起始点设定的X.Y.Z坐标值
按键
功能
确认
将各轴调整到起始点,按下该软键即可将起始点的坐标设定成当前各轴的位置
返回
按下该软键返回程序管理界面
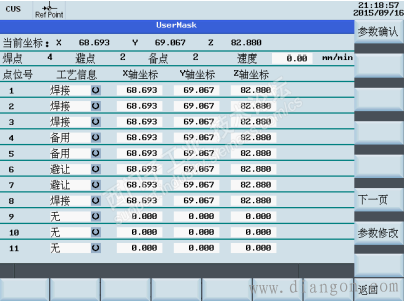
4)程序编辑界面
该界面可实现各个点的试校,显示焊接点。避让点和备用点的个数,设定加工速度
按键
功能
参数参数确认
当所有点试校完成后,按下该软键确认所有点信息
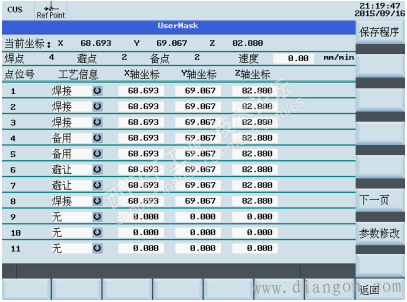
保存程序
确认所有点信息后,按下该软键生产NC加工程序
上/下一页
调整程序编辑界面的页面显示
参数修改
选中要修改的点,按下该软键开始进行选中点的信息修改
返回
按下该软键返回程序管理界面
5)新建程序示例
a.按下“用户自定义”按键进入主界面;
b.按下"NC"软键,进入程序管理界面;
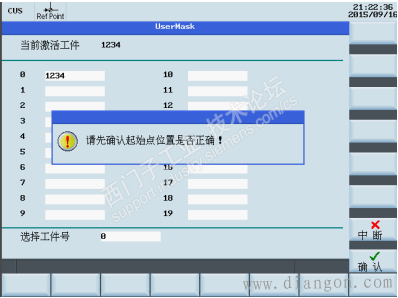
c.按下“新建程序”软键,进入程序编辑界面

在进入程序编辑界面之前会有如上图的提示,生成程序前首先要确认起始点设定合适,按下“确认”即可进入程序编辑界面,按下“中断”则可返回程序管理界面,进行起始点设定。
d.按下“K9”键进入试校模式
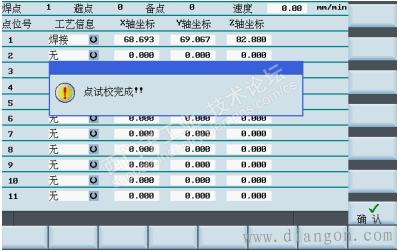
e.试校焊接点,将各个轴调整到焊接位置,关闭K8,K11,打开K10,按下K12,试校完成后会有试校完成提示,按下“确认”软键即可完成焊接点试校
试校避让点,将各个轴调整到避让位置,关闭K8,K10,打开K11,按下K12,试校完成后会有试校完成提示,按下“确认”软键完成避让点试校;
试校备用点,将各个轴调整到备用位置,关闭K10,K11,打开K8,按下K12,试校完成后会有试校完成提示,按下“确认”软键完成备用点试校;
f.当所有点试校完成后,按下"参数确认",确认所有点的信息

g.按下"保存程序",生成加工程序;
h.输入程序名称,点击"确认"生成加工程序;
6)程序修改示例
a.按下"用户自定义"按键进入主界面;
b.按下"NC"软键,进入程序管理界面;
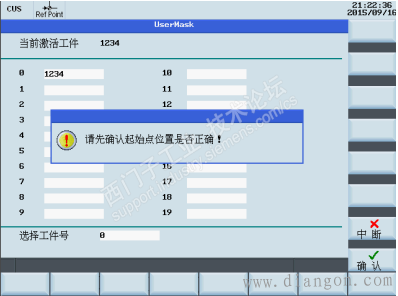
c.选中要修改的程序,点击"修改程序"
在进入程序编辑界面之前会有如上图的提示,生成程序前首先要确认起始点设定合适,按下"确认"即进入程序编辑界面,按下"中断"则可返回程序管理界面,进行起始点设定;
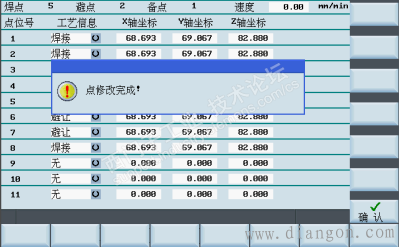
d.在程序编辑界面选中要修改的点,点击"参数修改"
点击"确认"则开始对点信息的修改;
点击"中断"则放弃对点信息的修改;
e.将点修改成焊接点,将各个轴调整到焊接位置,关闭K8,K11,打开K10,按下K12,
修改完成后会有修改完成提示,按下"确认"键完成焊接点修改;
f.将点修改成避让点,将各个轴调整到避让位置,关闭K8,K10,打开K11,按下K12,
修改完成后会有修改完成提示,按下"确认"键完成避让点修改;
将点修改成备用点,将各个轴调整到备用位置,关闭K10,K11,打开K8,按下K12,
修改完成后会有修改完成提示,按下"确认"键完成备用点修改;
g.当所有点修改完成后,按下"参数确认",确认所有点的信息;
h.按下"保存程序",生成加工程序;
感觉西门子的二次界面开发实在是太强大了,完成了很多其他系统无法实现的特殊功能。感谢这些年与西门子的陪伴成长。
(责任编辑:admin) |