1.一般对刀方法。一般对刀法在实际工作中的应用非常普遍,指的是在机床上使用相对位置检测手动对刀。以Z向对刀为例,具体操作方法如下:先进行刀具安装,然后移动刀具手动切削工件右端面,再沿着X向退刀,将右端面与加工原点距离输入数控系统,从而完成刀具对刀过程。 2.自动对刀方法。该方法通过刀尖检测系统实现,刀尖以设定的速度向接触式传感器接近,刀尖与传感器接触并发出信号,数控系统立即记录该瞬间的坐标值,并自动修正刀具补偿值。完成整个对刀过程,需要用到的主要构件包括主轴、刀架、接触式传感器,该方法操作简单,能自动完成对刀过程,有利于提高产品加工精度,其应用也越来越广泛。 3.机外对刀仪对刀。该方法的本质是,测量出刀具假想刀尖点到刀具台基准之间X及Z方向的距离。在机外对刀仪的辅助作用之下,将刀具预先在机床外校对好,通过该方法和步骤,为后续加工制作创造良好条件。实际操作中,装上机床之后,将对刀长度输入相应刀具补偿号就可以随时使用,满足工件加工制作需要,为后续各项工作顺利开展奠定基础。 4.试切对刀方法。一方面,进行基准刀试切工件设定基坐标系。用手动方式沿A表面切削,如果Z轴不支,则沿X轴释放刀具,停止主轴旋转。输入G50Z“β”,将Z向坐标设为“β”,并设偏置号Z=“β”。手动方式沿β表面切削,X轴不动时沿Z释放刀具,停止主轴旋转。测量距离“α”,输入G50X“α”,X向坐标设为“α”,并设偏置号X=“α”。另一方面,进行非基准刀偏置设置。该项工作流程与设定基坐标系相同,偏置号设置存在一定的差异,测量A表面与坐标系零点间的距离“β'”,并设到偏置号Z中,同时测量距离“α'”,设到偏置号X中,偏置号=要设偏置量的偏置号+100。 西门子808D机床的通讯之路 使用西门子808D系统与PC通信时,很多用户都会遇到的一个问题:有些情况下无法建立CNC与PC的通信。 使用西门子808D系统无法与plc Programming Tool 或者AMM软件正常连接。花了很长时间才解决这个问题。
在使用808D或者808D ADVANCED的最新系统4.7.sp4时发现PC与808D系统通过PLC Programming Tool 或者AMM软件无法正常连接。
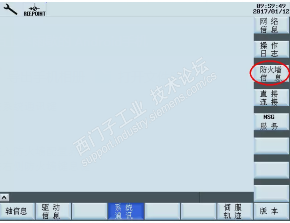
按系统通讯键
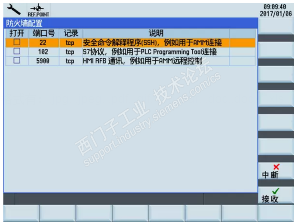
5、打开防火墙
6、PC与808D通讯成功 |
数控车床的对刀方法-西门子808D机床的通讯之路
时间:2017-02-23 08:13来源:未知 作者:admin 点击:
次
数控车床的对刀方法-西门子808D机床的通讯之路

顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 发表评论
-
- 最新评论 进入详细评论页>>