YD系列通用PLC是泉州市誉达电子科技有限公司研发的高性价比可编程控制器,指令丰富,高速信号处理能力强,运算速度快,允许的用户程序容量最高可达16K步,且不需外扩存储设备。
控制器配备了两个通讯硬件端口(部分产品为三个通讯口以及CAN总线、一个USB口用于程序下载上传),方便现场接线;通讯端口支持多种通讯协议,包括MODBUS RTU主站、从站协议,尤其方便了与变频器等设备的联机控制;提供了严密的用户程序保密功能,还可为客户订做禁上载功能PLC,真正的保护控制工艺的知识产权。控制器提供了多种程语言,用户可选用梯形图、指令表、步进梯形图、SFC顺序功能图等编程方法。 指令系统为广大工程技术人员所熟悉的应用指令及控制指令,而本公司提供的梯形图程环境软件,更是融合了众多 PLC程环境的优点,即可以按传统的方式输入指令也可以直接从左侧的指令表中选择指令直接拖入编辑窗口,方便易用。提供了六路高速脉冲输入、八路或14路高速脉冲输出功能,处理能力增强,完全支持八轴或十四轴独立定位功能。本体带有模拟量输入输出、PID运算及自整定功能。
 12轴及以内的全自动茶叶包装机一个PLC搞定!14轴以上的加一个高速模块就可以了。 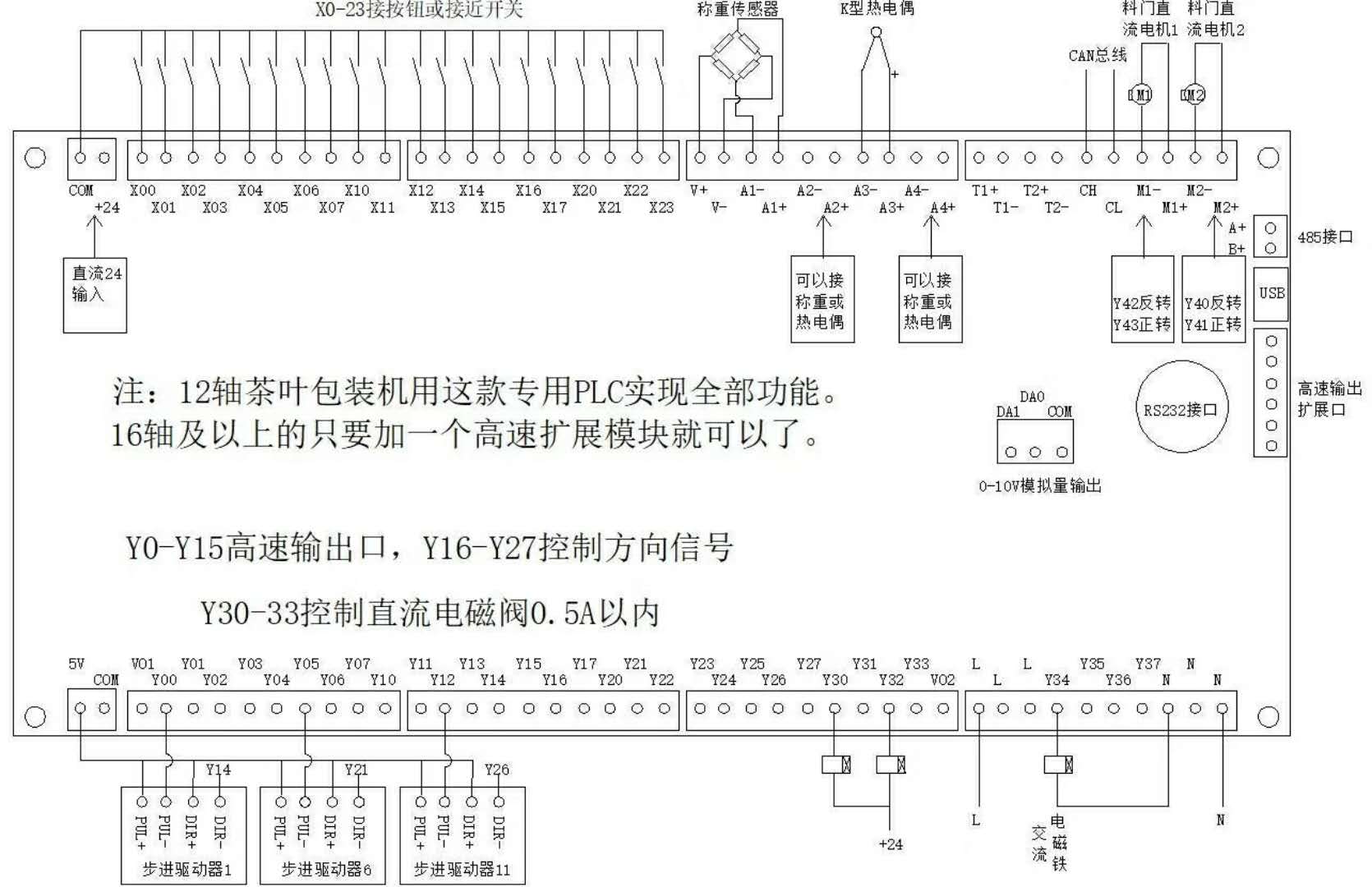 PLC编程的正规步骤 1,决定系统所需的动作及次序。 当使用可编程控制器时,最重要的一环是决定系统所需的输入及输出。输入及输出要求: 第一步是设定系统输入及输出数目。 第二步是决定控制先后、各器件相应关系以及作出何种反应。 2,对输入及输出器件编号 每一输入和输出,包括定时器、计数器、内置寄存器等都有一个唯一的对应编号,不能混用。 3,画出梯形图。 根据控制系统的动作要求,画出梯形图。 梯形图设计规则 (1)触点应画在水平线上,并且根据自左至右、自上而下的原则和对输出线圈的控制路径来画。 (2)不包含触点的分支应放在垂直方向,以便于识别触点的组合和对输出线圈的控制路径。 (3)在有几个串联回路相并联时,应将触头多的那个串联回路放在梯形图的最上面。在有几个并联回路相串联时,应将触点最多的并联回路放在梯形图的最左面。这种安排,所编制的程序简洁明了,语句较少。 (4)不能将触点画在线圈的右边。 4,将梯形图转化为程序 把继电器梯形图转变为可编程控制器的编码,当完成梯形图以后,下一步是把它的编码编译成可编程控制器能识别的程序。 这种程序语言是由序号(即地址)、指令(控制语句)、器件号(即数据)组成。地址是控制语句及数据所存储或摆放的位置,指令告诉可编程控制器怎样利用器件作出相应的动作。 5,在编程方式下用键盘输入程序。 6,编程及设计控制程序。 7,测试控制程序的错误并修改。 8,保存完整的控制程序。 一句话总结plc:PLC就是可编程继电器阵列。充分的学习和了解PLC才能够更好的运用。 (责任编辑:admin) |
全自动茶叶包装机专用PLC 集称重/温控/步进电机控制为一体
时间:2020-01-13 19:12来源:未知 作者:admin 点击:
次
全自动茶叶包装机专用PLC开始批量供货,集称重,温控,步进电机控制为一体。
顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 发表评论
-
- 最新评论 进入详细评论页>>
- 推荐内容
-
- 智能比例阀放大板YD-4020F智能比例阀
智能比例阀放大板YD-4020F 脉冲控制比例阀放大板特点 ●采用脉宽...
- 端子机大提速,不用延时不用隔一
端子机大提速,不用延时不用隔一扫描周期,直接连续运行!...
- 誉达PLC文本(液晶)显示一体机
誉达PLC文本(液晶)显示一体机 16路开关量输入 16路开关量输出 ...
- 全自动茶叶包装机专用PLC 集称重
全自动茶叶包装机专用PLC开始批量供货,集称重,温控,步进电...
- 透明盒80点国产PLC YD3u-80MT-2AI2AO-F1
程序容量:8000步,1000步1MS。带时钟功能。12000步,3000步1MS。带时...
- 誉达YDG3u-64MT-6AI2AO高端主机带模拟量
单机最多能控制12个步进或伺服,多条定位指令。超高速,3000步...
- 智能比例阀放大板YD-4020F智能比例阀