|
松下PLC数据表在程序中的使用解析
时间:2018-04-23 09:04来源:未知 作者:admin 点击:
次
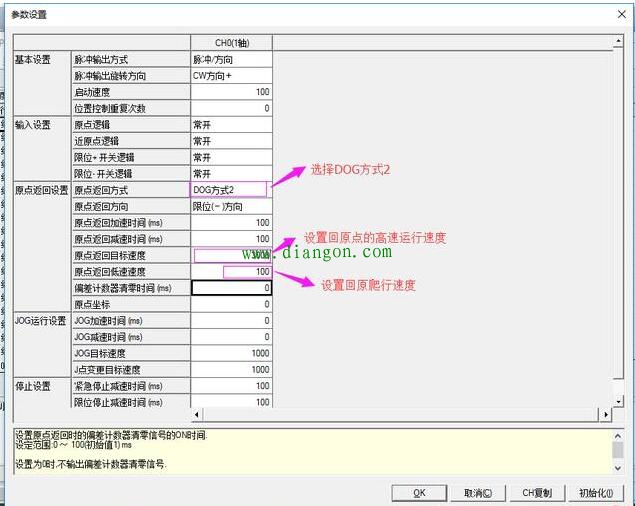
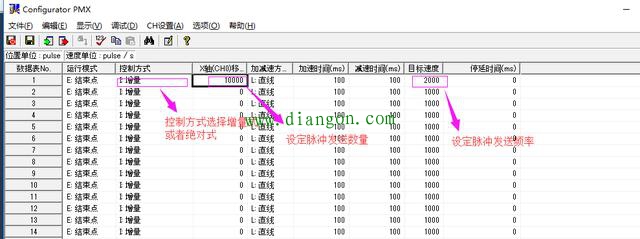
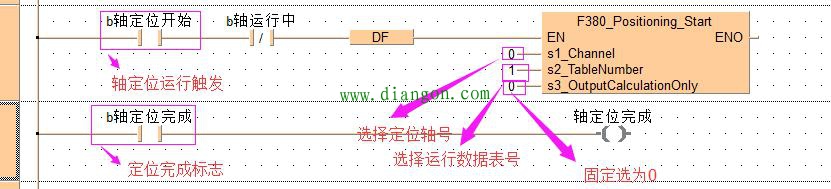
我们以控制1轴为例,为大家展示一下回原点,点动,数据表定位控制,轴信息读取,以及轴信息写入吧!首先我们先进行轴回原的操作,在轴回原操作之前,我们需要对轴进行以下回原



顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 上一篇:松下PLC位置控制指令图解
- 下一篇:PLC零基础入门,编程语言都具有几个特点
- 发表评论
-
- 最新评论 进入详细评论页>>