首先我们来介绍一下F381点动控制指令,此指令使用起来很方便。我们只需指定相关的控制轴编号,然后指定旋转方向即可。如下图所示:

F381点动控制指令
位置控制最重要的就是走位置,那么我们又该如何启动我们的位置控制表格呢?这时候我们需要使用F380位置控制指令了,这个指令单独使用起来也很简单,只要我们指定相应的轴号,相应的数据表编号,和是否进行脉冲输出的指定即可。指令形式如下图所示:
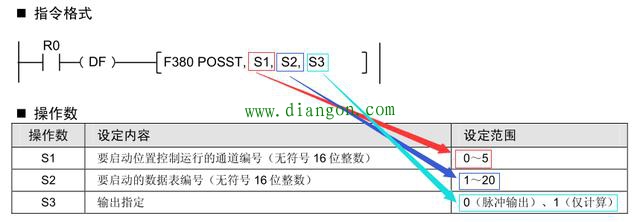
F381位置控制指令
如果是控制轴,那么回原点动作是必不可少的。我相信小伙伴们在以前的回原点程序上一定会感到头痛,因为我们需要考虑的很多,要做各种的判断。而今天我们所要介绍的回原点,特别简单,仅仅只需要1条指令即可完成,不可不谓是方便快捷。这条指令只需要我们指定要回原点的轴号即可。其他数据我们可以现在数据表中设置好。其指令格式如下:

F381回原点指令
当然了,我们除了能够执行事先设置好的表格外,我们怎么在程序中对表格中的数据进行更改呢?这就不得不提起F385指令了。他可以改变我们已经在数据表中设置的数据,以达到我们想要的运行效果。指令格式如下图所示:

F385数据表改写指令
对于F385指令,我想说的是运用此指令,根据我们的使用手册上每个轴设定区域所对应的地址,我们都可以改写其中的数据。如,我们若是想改变0轴点动运行的速度。我们需要将S1=H2,S2=DT100(DT100中为我们设定的速度值),n=2,因为速度占用2个字,D=16,16为偏置地址,根据使用手册可查询。
最后一个就是轴信息的读取指令了,这个指令的使用方法和F385基本一致。我们一般使用此指令用来读取脉冲的当前值。其指令格式如下:
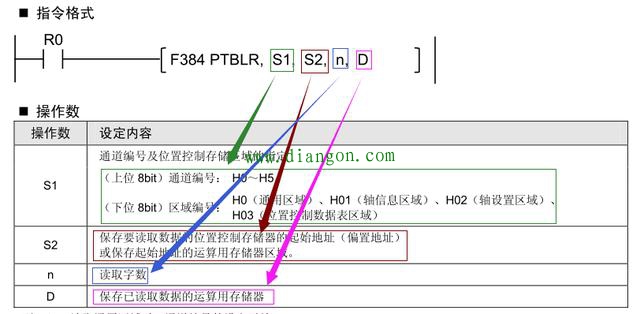
F384数据表读取指令
运用此指令我们可以读取我们想要了解的轴的信息。例如我们想要知道0轴的当前脉冲数,我们需要将S1=H1,S2=2(根据使用手册可以查出偏置地址),n=2(因为当前脉冲数占用两个字),D=DT1000(DT1000是我们要保存的当前脉冲值得起始地址)。
(责任编辑:admin) |