一. 概述 在自动化控制领域中,相同功能有不同实现方式,针对不同的设备对精度和响应速度的要求,选用合适的定位控制系统以实现最优的性价比。本文介绍的一种应用西门子S7-300 plc的高速计数模块ET200S和70系列变频器通过PROFIBUS总线通讯的功能来实现的定位控制的实际应用。 二. 控制思路 横移车是钢管生产线中不可缺少的辅机设备,它主要完成将前一工序生产的钢管搬运到下一工序,或有序地暂放在台架的每个工位上。随着对生产线自动化程度要求的日益提高,减轻操作人员的工作量和操作失误。要求对横移车实现全自动准确定位控制。 其控制核心就是利用装在横移车车轮上的编码器采集的位置信号,通过PLC的高速计数模块读取,CPU经过运算处理与设定位置作比较,控制变频器的多段速度,从而实现横移车的准确 定位控制。因为考虑到控制成本和操作方便,采用PROFIBUS总线控制方式,减少了布线,控制方便,灵活。 三.系统的构成和特点 1.PLC作为控制的核心,主要用来接收编码器的反馈信号,与设定的位置信号作比较,通过通讯功能来控制变频器的输出频率减小,提前减速,到位前低速运转,到位时准确停止。为了实现精确定位还设有零位置传感器,到零位时将计数器的计数值清零,消除累积误差,保证定位的准确,使横移车能平稳地放下和举起钢管。
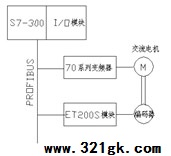
由于放置主站CPU和变频器的控制柜与横移车比较远,在横移车上放置了远程I/O模块和高速计数器模块ET200S,通过 PROFIBUS总线相连,将现场的传感器,编码器信号直接连接在远程I/O和计数模块上,减少了现场的走线和故障的发生,维护方便。通讯速率可过 1.5M,整个系统的系统框图如1。 2.高速计数器模块ET200S的应用 控制系统中所选的编码器分辨率为2048P/R,轮径φ250,齿轮比3,可计算出脉冲精度:250×3.14/2048×3=0.127mm/脉。能完全满足横移车的准确定位精度。 精确定位过程如下: 首先设定好横移车运行的一个方向为正方向(加脉冲),当横移车向设定的位置运行时(工作运行速度),高速计数器自动进行加/减速计数,在距离设定位置300—400mm时,控制变频器的输出频率,以低速运行,在到达设定的位置时,停止变频器的输出,同时实施机械抱闸,完成了准确定位。 读取高数计数模块的程序段如下: L PID 272 //模块开始地址,将计数器模块状态值存放到MD20~MD27 T MD 20 //当前计数值 L PID 276 T MD 24 L 123 //装载比较值 T MD 30 SET = M 34.0 //打开软件门 A M 10.0 //使能传送比较值功能 = M35.2 L MD 30 T PQD 272 L MD 34 T PQD 276 3.PLC和变频器通讯 在CPU进行硬件配置时,对挂在总线PROFIBUS 站点都分配了物理地址,PLC与变频器进行通讯也有相应的物理地址,CPU内部有专用通讯功能块SFC14,SFC15,使用内部的寄存器DB块存放数据,当PLC对变频器进行数据的写入和读出时,就需知道PLC和变频器定义的相关功能的地址,然后依据这些地址进行数据的写入和读出,才能实现对变频器的控制。 此控制系统变频器需设定的参数介绍如下: P60=1,P53=6,P554=3100,P571=3101 P572=3102,P443=3002,P566=3107 P734.1=32,,P734.2=148 其它的参数可以按出厂默认值即可 一.结束语 通过这次的电气改进,现场布线减少,自动化程度提高了,人为参与减少了,加强了安全生产。生产效率有了很大的提高,通讯控制替代了硬接线的端子控制,不仅降低了成本,面且操作更方便,性价比更优异。也证明了西门子plc和变频器的通讯功能非常强大和好用。 (责任编辑:admin) |
西门子S7-300系列PLC和三菱70系列变频器位置控制的应用
时间:2015-12-27 16:25来源:未知 作者:admin 点击:
次
一. 概述 在自动化控制领域中,相同功能有不同实现方式,针对不同的设备对精度和响应速度的要求,选用合适的定位控制系统以实现最优的性价比。本文介绍的一种应用西门子S7-3
顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 发表评论
-
- 最新评论 进入详细评论页>>
- 推荐内容
-
- PLC顺序功能图中的一个顺控器的转
怎么从PLC顺序功能图中的一个顺控器的转换到另一个顺控器?...
- 怎样在虚拟机中安装西门子WINCC软件
如何在虚拟机中安装WINCC软件...
- 西门子WINCC7.0与S7-200通过OPC通讯(
西门子WINCC7.0与S7-200系列PLC通过OPC通讯(PPI)...
- WinCC Flexible创建的项目怎样移植到博
西门子WinCC Flexible 2008 SP4创建的项目如何移植到博途软件中...
- 西门子plc S7-200系列和组态软件的通
西门子plc和组态软件的通讯...
- 西门子已存储程序的MMC卡报故障的
已存储程序的MMC卡报故障的原因及解决办法...
- PLC顺序功能图中的一个顺控器的转