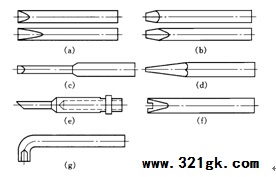
(1) 烙铁头的形状要适应被焊物面的要求
常用的外热式电烙铁的头部大多制成錾子式样,而且根据被焊物面要求,錾式烙铁头头部角度有45°、10°~25°等,錾口的宽度也各不相同,如图1(a)、(b)所示。对焊接密度较大的产品,可用如图1(c)、(d)所示烙铁头。内热式电烙铁常用圆斜面烙铁头,适合于焊接印制线路板和一般焊点,如图1(e)所示。在印制线路板的焊接中,采用如图1(f)所示的凹口烙铁头和图1(g)所示的空芯铁头有时更为方便,但这两种烙铁头的修理较麻烦。
(2) 烙铁头顶端温度应能适应焊锡的熔点
通常这个温度应比焊锡熔点高30~80℃,而且不应包括烙铁头接触焊点时下降的温度。
(3) 电烙铁的热容量应能满足被焊件的要求
热容量太小,温度下降快,使焊锡熔化不充分,焊点强度低,表面发暗而无光泽,焊锡颗粒粗糙,甚至成虚焊。热容量过大,会导致元器件和焊锡温度过高,不仅会损坏元器件和导线绝缘层,还可能使印制线路板铜箔起泡,焊锡流动性太大而难以控制。
(4) 烙铁头的温度恢复时间能满足被焊件的热要求
所谓温度恢复时间,是指烙铁头接触焊点温度降低后,重新恢复到原有最高温度所需要的时间。要使这个恢复时间适当,必须选择功率、热容量、烙铁头形状、长短等适合的电烙铁。
(5) 对电烙铁功率的选择
① 焊接较精密的元器件和小型元器件,宜选用20W内热式电烙铁或25~45W外热式电烙铁。
② 焊接连续焊点,应选用功率偏大的电烙铁。
③ 对大型焊点及金属底板的接地焊片,宜选用100W及以上的外热式电烙铁。
(责任编辑:admin) |
常用的外热式电烙铁的选用
时间:2015-12-15 12:13来源:未知 作者:admin 点击:
次
电烙铁的选用
顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 上一篇:钳子的正确使用方法和注意事项有哪些?
- 下一篇:使用电烙铁的几个注意事项
- 发表评论
-
- 最新评论 进入详细评论页>>