RS485串口通信、PPI通信、MPI通信、PROFIBUS-DP通信、以太网通信。
1、RS485 串口通信
2、PPI 通信
3、MPI 通信
|
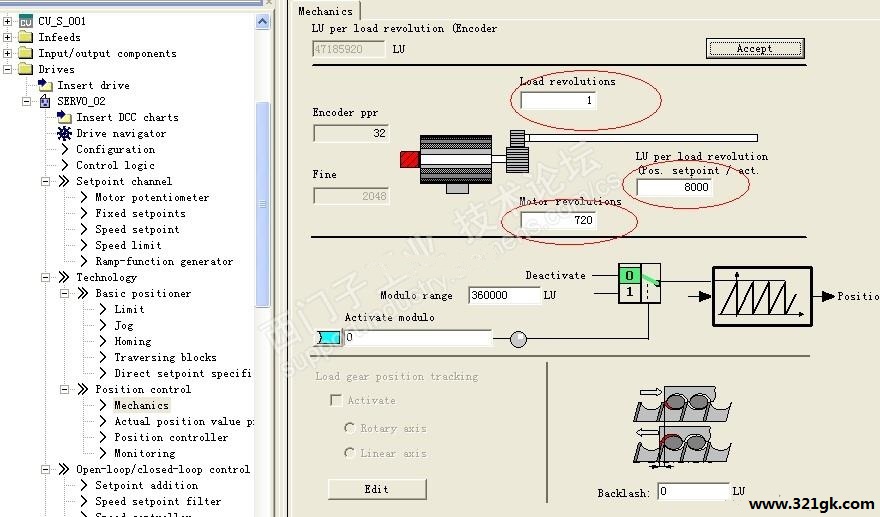
西门子PLC串口通讯的方法 西门子S120速度设定及误差分析
时间:2017-03-14 22:13来源:未知 作者:admin 点击:
次
西门子PLC串口通讯的方法-西门子S120速度设定及误差分析
顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 发表评论
-
- 最新评论 进入详细评论页>>
- 推荐内容
-
- PLC顺序功能图中的一个顺控器的转
怎么从PLC顺序功能图中的一个顺控器的转换到另一个顺控器?...
- 怎样在虚拟机中安装西门子WINCC软件
如何在虚拟机中安装WINCC软件...
- 西门子WINCC7.0与S7-200通过OPC通讯(
西门子WINCC7.0与S7-200系列PLC通过OPC通讯(PPI)...
- WinCC Flexible创建的项目怎样移植到博
西门子WinCC Flexible 2008 SP4创建的项目如何移植到博途软件中...
- 西门子plc S7-200系列和组态软件的通
西门子plc和组态软件的通讯...
- 西门子已存储程序的MMC卡报故障的
已存储程序的MMC卡报故障的原因及解决办法...
- PLC顺序功能图中的一个顺控器的转